Fém kása nagyolvasztóban. A nagyolvasztó berendezése és működési elve. Tuyeres és tapholes
A nagyolvasztót a kohászatban vas és vasötvözetek töltetről történő olvasztására használják. Nagy termelékenységgel rendelkezik, ezért a közelmúltban egy magánház fűtésére sok kézműves önállóan készít ilyen kályhákat. Ezeknek a kemencéknek egy másik neve is van - akna típusú kemencék vagy hosszú égésű kemencék.

Egy nagy kohó készüléke.
A barkácsoló nagyolvasztó ugyanazon az elven működik, mint az ipari változata, lehetővé teszi az üzemanyag minél hatékonyabb felhasználását, fogyasztása pedig jelentősen csökken. Egy ilyen kályha a legjobb megoldás egy ház, egy nyári rezidencia, egy garázs, egy üvegház fűtésére.
A házi készítésű nagyolvasztó fő jellemzője, hogy az üzemanyag elégetésének folyamata hosszú ideig tart.
Egy ilyen „csináld magad” nagyolvasztó szénen, fán és még fűrészporon is működhet. Vásárolhat egy hosszú égésű kályhát egy boltban, de ha mindent maga csinál, akkor a megtakarítás szilárd lesz.
Miért olyan gazdaságos egy házi készítésű nagyolvasztó?
A hagyományos szilárd tüzelésű kályhának számos hátránya van:
- alacsony hatékonysági szint;
- az üzemanyagot gyakran kell hozzáadni;
- nem automatizálhatja a folyamatot.
A saját készítésű nagyolvasztó mentes minden ilyen hiányosságtól, és ahelyett, hogy a tüzelőanyagot a kemencében égetné el, parázslik. Emiatt folyamatosan hő szabadul fel, és egy töltéssel egy ilyen kemence akár 15-20 órán keresztül is üzemelhet offline állapotban.
Házi készítésű nagyolvasztó
Nagyolvasztó vázlata, önálló gyártásra.
Ha úgy dönt, hogy saját kezével készít egy ilyen tervet, akkor készüljön fel arra, hogy a munka során sok szennyeződés és zaj lesz, ezért a legjobb, ha az utcán csinálja.
Ennek a kialakításnak a fő titka egy speciális korlátozó jelenléte a szén vagy tűzifa levegőjéhez való hozzáféréshez. Kis mennyiségű oxigént enged át, ami elegendő ahhoz, hogy fenntartsa a tüzelőanyag betöltött részének parázslását, miközben aktív égés nem történik, így a hő hosszú ideig egyenletesen szabadul fel.
A sütő saját készítéséhez a következő fogyóeszközökre és eszközökre lesz szüksége:
- hordó vagy nagy cső;
- két darab cső;
- csatorna;
- mérőszalag, szint, kalapács, fémfűrész;
- Acéllemez
- hegesztőgép, elektródák;
- habarcs és tégla az alapozáshoz.
Először le kell vágnia a tetejét a hordón, ezt óvatosan kell megtennie, mivel a jövőben szüksége lesz rá. Hordó helyett használhat nagy átmérőjű csövet. A cső aljának elkészítéséhez jobb, ha egy téglalap alakú fémlapot hegeszt, ez nagyobb stabilitást biztosít.
A lapból egy kört vágunk ki, amelynek átmérője valamivel kisebb, mint a hordó átmérője, lyukat készítünk benne egy másik cső számára. Egy 10 cm átmérőjű csövet hegesszen acélkörre. Ehhez a körhöz alulról hozzá vannak hegesztve a csatorna szakaszai, amelyek arra szolgálnak, hogy lenyomják az üzemanyagot, amikor kiég.
A hordó fedeléhez egy fémlapot vagy egy korábban levágott felső részt veszünk, és lyukat készítünk benne a cső számára. Az üzemanyag lerakásához ki kell vágni a nyílást és be kell szerelni az ajtót. Alatta egy ajtót készítenek, hogy eltávolítsák a könyvjelző maradványait.
Alapozás és kémény
Mivel a szerkezet fém része működés közben nagyon felforrósodik, a kemencét az alapra kell szerelni. Súlya kicsi, az alapozáshoz nem szükséges mélyedést készíteni, egyszerű födém készül, amely habarccsal bevont téglarétegből állhat.
Az égéstermékek eltávolításához kéményt kell készíteni. 15 cm átmérőjű csövet vehet, a hatékony működéshez szükséges, hogy az egyenes rész nagyobb legyen, mint a hordó átmérője. Jobb, ha nem hajlítja meg a kéményt, és ha szükséges, a hajlítási szögnek 45 foknál nagyobbnak kell lennie.
Ami a reflektort illeti, felszerelhető vagy nem. Reflektor jelenlétében egy ilyen kemence még hatékonyabban fog működni, mivel lehetővé teszi a hőáramlás újraelosztását.
Szerelési jellemzők
Az ilyen kályhát be lehet falazni, de ha külön vagy háztartási helyiségben van, akkor ez nem szükséges.
- A kémény részeit a füst mozgásával ellentétes irányban kell összekötni.
- Gyúlékony tárgyakat nem szabad a tűzhely közelébe helyezni, körülötte legyen szabad hely.
- A kéményt összecsukhatóvá kell tenni, hogy időnként tisztítható legyen.
- A hordóhoz hurok alakú csővezeték rögzíthető, amelyen keresztül a folyadék bejut a fűtési rendszerbe. Így nem egy szoba, hanem az egész ház fűtésére lesz lehetőség.
- A kazán közelében a fűtés intenzitásának szabályozása érdekében a rendszerbe egy csap van beépítve, amellyel korlátozni lehet a forró folyadék áramlását.
A saját készítésű hosszú égésű kályha kiváló megoldás egy nyaraló, garázs vagy üvegház fűtésére, amikor nincs központi vagy gázfűtés és pénz drága berendezések vásárlására.
A nagyolvasztó kemence célja vasötvözetek és öntöttvas olvasztási folyamatainak elvégzése. Ezen anyagok előállításához vasérc alapanyagokat használnak. Az ilyen berendezések nevének eredetének története a 14. századig nyúlik vissza. A "robbanás" kifejezés a robbanás szóból ered. Az első kályhák Európában jelentek meg, majd a 16. század után Oroszországba kerültek.
A nagyolvasztó berendezése a következő: a kemence az alapra van felszerelve, és kívülről acél burkolat borítja. Az alapozás meglehetősen magas, felületi, hőálló részét csonknak hívják. A burkolat vastagsága általában 4-6 cm, belsejében a falak mentén tűzálló termékek találhatók. Az alapozás tetején egy keszeg van kihelyezve, amely az olvasztott tömeg hidrosztatikus nyomásának és a magas hőmérséklet hatásának van kitéve. A burkolaton belül található keszeg falazatot speciális hűtőszekrények veszik körül. Ezeket tekercsekkel ellátott öntöttvas lemezek képviselik, amelyeken keresztül a víz kering.
A vaskohászatban nélkülözhetetlen berendezések
A nagyolvasztó kemencék gyártása az egyik legnehezebb feladat a kohászat területén. De ugyanakkor ennek a kialakításnak több mint egy évszázada van. A tudományos és technológiai fejlődés fejlődésével a kemence kialakítása kissé megváltozott, a gyártási folyamat nagymértékben felgyorsítása érdekében elemeket és alkatrészeket adtak hozzá. Ezenkívül számos olyan üzemmódot automatizáltak, amelyeket a modern kemencékben nehéz szabályozni.
A nagyolvasztó kemence működése a modern vaskohászat fontos eleme. A modern termelésben csak magas termelékenységű berendezéseket használnak. Ezenkívül a progresszív nagyolvasztók automatizálási rendszerekkel vannak felszerelve. Az automatizálás feladata az olvasztási műveletek főbb jellemzőinek szabályozása, ellenőrzése és rögzítése. Egy modern kemence képes szabályozni a töltési szintet, az érc betáplálását, a robbantási hőmérsékletet és a gáznyomást.
Az ilyen kemencék termelékenysége, mondhatni, növekszik a korral. Az olvasztási rendszer fejlesztései lehetővé teszik a berendezés termelékenységének többszörös növelését.
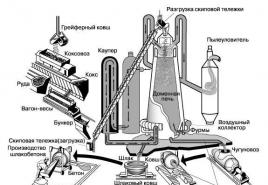
A nagyolvasztó kemence diagramja vizuális koncepciót ad a működési elvéről. Itt megfigyelheti, hogyan változik a berendezések kialakítása magas hőmérsékletű helyeken. Ezenkívül, figyelembe véve a sémát, láthatja, hogy a nyersanyagok összetevőit hova öntik és milyen szinten.

A nagyolvasztóban a folyamatok szigorúan meghatározott módon zajlanak. Maga a kemence függőleges alakja hasonló az aknatípushoz. A magasság kissé változhat, de nem haladja meg a 35 m-t. A szerkezet átmérője általában 2,5-3-szor kisebb. A folyamat meghatározott sorrendben megy végbe. Először a vasat helyreállítják. Ezután más elemek is helyreállnak - foszfor, kén és mások. A keletkező salak, amely már jelentősen megváltoztatta az összetevőit, lefolyik és felhalmozódik a kandalló területén. A salak kémiai összetétele határozza meg az öntöttvas összetételét.
A berendezés működési elve
A nagyolvasztó működési elve számos fizikai és kémiai műveletben fejeződik ki. E műveletek jelenlétét maga a kemence hőmérsékleti tartománya és az anyag munkaterhelése határozza meg. Általában a következő folyamatok különböztethetők meg:
- a mészkő bomlási folyamata, amelynek eredményeként szénsavanhidrid és kalcium-oxid képződik;
- vas és egyéb elemek visszanyerése;
- vas karburálása;
- fém olvasztása;
- salakképződés és olvadás;
- tüzelőanyag elégetése és mások.
A nagyolvasztókemencés légfűtő olyan berendezés, amelyben a levegőt előmelegítik. Ezt a levegőt ezután a kemencébe táplálják. A korai vasolvasztó berendezésekben nem volt olyan elem, mint a légfűtő. A készülék fejlesztése lehetővé tette az üzemanyagköltségek jelentős csökkentését.

A mai értelemben vett töltet koksz, vasérc szinter és folyósított nyersanyagok keveréke. Az olvasztási folyamat előtt a töltet speciális előkészítésnek veti alá. Először összetörjük, majd átszitáljuk. Szűrés után a nagy darabokat újra aprításra küldik.
Az égési folyamat eredménye a hőmérséklet emelkedése. A legmagasabb hőmérséklet elérheti a 2000 Celsius fokot. A folyamatok forró gázok nyomása alatt játszódnak le. Emelkedéskor ezek a gázok 300-400 fokra hűlnek le a kokoshniknál.
A kemencék célja
A vaskohászat fontos ága a nagyolvasztóban történő nyersvas előállítása. Ehhez a munkához nemcsak speciális berendezések használatára van szükség, hanem bizonyos technológiák gondos betartására is. Az olvasztást nagyolvasztóban végzik hulladékkőzetből és ércanyagból. Az ércanyag szerepe lehet vörös, barna, szár, mágneses vasérc vagy mangánérc.
A vas redukciója a nyersvas előállításának egyik fő lépése. A folyamat eredményeként a vas megkeményedik. Ezután gőzzé süllyesztik, ami elősegíti a szén feloldódását a vasban. Így öntöttvas képződik. A kemence forró részében az öntöttvas olvadni kezd, és lassan lefolyik az aljára.
A nagyolvasztó működési elve ennek a terjedelmes eszköznek a típusától függ. Vannak kokszolókemencék és szénkemencék. Az előbbiek a kokszon, az utóbbiak a szénen dolgoznak. Az aknakemencét folyamatos üzemre tervezték. Ennek a berendezésnek az alakja két kúp, az alapok széles oldalával összehajtva. Ezek között a kúpok között van a kemence egy része, amelynek hengeres alakja van - gőz.

Az ipari nagyolvasztó, az úgynevezett olvasztó, arra szolgál, hogy a feldolgozott anyagot egyik állapotból a másikba szállítsa. Tehát a szilárd halmazállapot fokozatosan, az olvadáspontot meghaladó hőmérséklet hatására folyékony állapotba kerül. A folyékony állapotba hozott anyag lehet felfüggesztett helyzetben, valamint formában, tégelyben, bányakályhában vagy a tűzhelyen fürdőben. Az ipari nagyolvasztókat fémek ércekből történő előállítására használják. Ezekben zajlanak a színesfémek és az acél olvasztásának, az üveg olvasztásának és másoknak a folyamatai.
A nagyolvasztók javítása többféleképpen is elvégezhető. A nagyobb javításokat igény szerint, vagy tervezett nagyjavításhoz kapcsolódóan végezzük. Ebben az időszakban a folyamatos munkafolyamat szünetel. A nagyjavítások háromféle kibocsátásra oszthatók. Az első javítási kategória szerint a folyékony olvasztó termékeket teljesen ki kell üríteni a kandallóból, és minden berendezést alaposan meg kell vizsgálni. A második kategória átlagos javítást jelöl néhány elem cseréjével. A javítás harmadik kategóriája a töltőberendezések cseréje és a felső védelem módosítása.
A modern civilizáció elválaszthatatlanul összefügg a gyártástechnológia fejlődésével, ami lehetetlen a gyártásukhoz használt eszközök és anyagok fejlesztése nélkül.
A természetes eredetű vagy mesterséges anyagok közül a legjelentősebb helyet a vasfémek foglalják el - a vas és a szén ötvözete más elemek jelenlétével.
Azok az ötvözetek, amelyekben a szén egy része 2-5%, az öntöttvasokhoz, 2% alatti szén jelenlétében az acélokhoz tartozik. A fémek olvasztásához speciális kohógyártási technológiát alkalmaznak.
A termelés ABC-je
 A nagyolvasztó a nagyolvasztóban vagy más néven nagyolvasztóban feldolgozott vasércből nyersvas előállításának folyamata.
A nagyolvasztó a nagyolvasztóban vagy más néven nagyolvasztóban feldolgozott vasércből nyersvas előállításának folyamata.
Az ilyen gyártási folyamathoz szükséges fő anyagok a következők:
- tüzelőanyag, szénből nyert koksz formájában;
- vasérc, amely a termelés közvetlen nyersanyaga;
- fluxus - speciális adalékok mészkőből, homokból és egyéb anyagokból.
A vasérc finom kőzetdarabok - agglomerátumok vagy pelletek - formájában kerül be a kohókba, ércdarabok formájában. A nyersanyagot rétegenként töltik be a nagyolvasztó tetejére, váltakozva kokszrétegekkel és rétegenkénti folyasztószer hozzáadásával.
Jegyzet: folyasztószer szükséges ahhoz, hogy a hulladékkő és a különféle szennyeződések, amelyeket salaknak neveznek, felszabaduljanak.
A forró vas felületén lebegő salakot a fém megkeményedése előtt leeresztik. A vasércből, kokszból és folyasztószerből vasolvasztáshoz betöltött anyagot töltésnek nevezzük.
A nagyolvasztó, amely profiljában egy széles alappal rendelkező toronyhoz hasonlít, belül tűzálló anyaggal - tűzálló agyaggal van elhelyezve.
A fő szerkezeti elemek a következők:
- vállak;
- gőz;
- felső;
- enyém
- kürt
A reszelő a nagyolvasztó legszélesebb része. Megolvasztja az érc és fluxus hulladékkőzetét, melynek eredményeként salakot nyernek belőlük. A magas hőmérsékletnek a falazatra és a kemence burkolatára gyakorolt hatásának elkerülésére keringető vízzel ellátott hűtőegységeket használnak.
A nagyolvasztó aknája alul táguló kúp formájában van megépítve - egy ilyen kohóberendezés lehetővé teszi a töltet szabad leesését az olvasztási folyamat során. Az öntöttvas képződése, amely az olvadás során leszáll a kandallóba, a gőzben és a vállakban történik. A szilárd töltetnek a gőzben és a tengelyben való megtartásához a vállak kúp alakúak, és a teteje megnyúlik.
Hogyan működik
 A töltetet a tetején keresztül folyamatos adagokban öntik a nagyolvasztóba.
A töltetet a tetején keresztül folyamatos adagokban öntik a nagyolvasztóba.
A munka folytonosságának biztosítása érdekében a nagyolvasztó közelében egy raktárt helyeznek el a pellet (agglomerátum), fluxus és koksz számára - egy adagolásra tervezett bunker.
A bunkerek alapanyag-ellátása, valamint a tetején lévő töltőberendezések töltetellátása folyamatos séma szerint, szállítószalagok segítségével történik.
Súlya alá kerülve a töltet a kemence középső részébe kerül, ahol a koksz égéséből származó forró gázok hatására a vasércanyag felmelegszik, a maradék gázok a tetején keresztül távoznak.
A tűztérben, amely a kemence alján található, vannak olyan berendezések, amelyek nyomás alatti forró levegőáramokat szállítanak - csővezetékek. A fúvókák hőálló üvegezésű ablakokkal rendelkeznek, amelyek lehetővé teszik a folyamat vizuális ellenőrzését.
Jegyzet: a magas hőmérséklet elleni védelem érdekében a készülékeket a belső csatornákon keresztül vízzel hűtik.
A kandallóban égő koksz adja az érc olvasztásához szükséges +2000 gr-ot meghaladó hőmérsékletet.
Az égés során a koksz és az oxigén egyesülve szén-dioxidot képez.
A magas hőmérséklet szén-dioxidra gyakorolt hatása az utóbbit szén-monoxiddá alakítja, amely kirabolja az ércet és csökkenti a vas mennyiségét. A vasképződés folyamata azután következik be, hogy a vas áthalad a forró kokszrétegeken. A folyamat eredményeként a vas szénnel telítődik.
Miután a nyersvas felhalmozódott a kemencében, a folyékony fém az alatta lévő lyukakon - csapos nyílásokon keresztül - kiszabadul. Mindenekelőtt a felső csapon keresztül salak szabadul fel, majd az alsó csapon keresztül - öntöttvas. Speciális csatornákon keresztül a nyersvasat a vasúti peronokra helyezett üstökbe öntik, és további feldolgozásra szállítják.
 Az öntöttvas, amelyet később öntvények gyártására használnak fel, belép az öntőgépbe, és miközben megszilárdul, rudakká - tömbökké alakul.
Az öntöttvas, amelyet később öntvények gyártására használnak fel, belép az öntőgépbe, és miközben megszilárdul, rudakká - tömbökké alakul.
Az acélgyártáshoz öntöttvasat használnak, amelyet konverziós vasnak neveznek - ez a termelés akár 80% -át teszi ki.
Az akasztóvasat konverterekkel, kandallóval vagy elektromos kemencével szállítják az acélműhelybe. A modern, hatalmas nagyolvasztókban nemcsak a forró levegőt használják az égési folyamatok támogatására, hanem a tiszta oxigént is, a földgázzal együtt.
Ez a technológia kisebb mennyiségű koksz fogyasztását teszi lehetővé, de technológiailag összetettebb. Ezért a gyártási folyamat vezérlésére, az optimális olvasztási módok kiválasztására olyan számítógépeket használnak, amelyek képesek egyidejűleg elemezni az összes rendszer működését.
Nézzen meg egy informatív videót, amely leírja a nagyolvasztó működésének elvét és árnyalatait:
© Az oldal anyagainak (idézetek, képek) felhasználásánál a forrást fel kell tüntetni.
A mi időnket amint nevezik: az atom kora, a tér, a műanyagok, az elektronika, a kompozitok stb., stb. Valójában korunk még mindig vas – ötvözetei még mindig a technológia magját alkotják; a többi, bár nagyon erős, de a periféria. A vas útja az építőiparban, a termékekben és a szerkezetekben a vas ércből történő olvasztásával kezdődik egy nagyolvasztó kemencében.
Jegyzet: gazdag, közvetlenül a bányászat után olvasztásra alkalmas vasérc szinte nincs a világon. A mai nagyolvasztó kemencék dúsított szinterrel és pelletekkel működnek. A továbbiakban a szövegben az érc a vaskohászat ilyen alapanyagát jelenti.
A modern nagyolvasztó (kohó) egy grandiózus szerkezet, legfeljebb 40 méter magas, súlya legfeljebb 35 000 tonna, és üzemi térfogata legfeljebb 5 500 köbméter. m, amely olvadékonként akár 6000 tonna nyersvasat is előállít. Számos rendszer és egység nagyolvasztójának működését biztosítja, több tíz és száz hektáros területen. Ez a gazdaságosság még akkor is lenyűgözőnek tűnik, ha egy felhős napon eloltják a tűzet, és működés közben egyszerűen elbűvölő. A nyersvas nagyolvasztóból való kibocsátása is látványos látvány, bár a modern kohókban már nem hasonlít Dante poklának képére.

Az alapelv
A nagyolvasztó működési elve a kohászati folyamat folyamatossága a kemence teljes élettartama alatt a következő nagyjavításig, amelyet 3-12 évente hajtanak végre; a nagyolvasztó teljes élettartama meghaladhatja a 100 évet. A nagyolvasztó kemence aknás kemence: felülről időszakosan, részletekben (fejekben) merítik be a mészkőfolyadék és koksz érckeverékét, és alulról időszakosan kiengedik az olvadt vasat is, és az olvadt salakot elvezetik, azaz. a nagyolvasztó aknában lévő nyersanyagoszlop fokozatosan leülepszik, öntöttvassá és salakká alakul, és felülről épül fel. A vaskohászat útja azonban ehhez az egyszerűnek tűnő rendszerhez hosszú és nehéz volt.
Sztori
A bronzkort a vaskor váltotta fel elsősorban a nyersanyagok elérhetősége miatt. A nyersvas minden másban sokkal rosszabb volt, mint a bronz, beleértve a munkaintenzitást és a költségeket is; ez utóbbiak azonban a rabszolgaság idején kevesen aggódtak. De mocsári érc, amely szinte tiszta vas-hidroxid, vagy gazdag hegyi vasérc, az ókorban mindenhol megtalálható volt, ellentétben a bronz nyeréséhez szükséges réz- és - különösen - ónlelőhelyekkel.
Az első vas ásványi nyersanyagból a régészeti adatok alapján véletlenül került elő, amikor nem megfelelő ércet töltöttek be egy rézolvasztó kemencébe. A legősibb kohók ásatásai során a kemencék közelében néha nyilvánvalóan eldobott vasharangdarabokat találnak (lásd lent). A nyersanyaghiány kénytelen volt közelebbről szemügyre venni őket, nos, de a régiek általában nem gondolták rosszabbnak, mint mi.
Kezdetben az ércből vasat az ún. nagyolvasztóban (nem nagyolvasztóban!) nyers-fúvott módon. A vas oxidokból történő redukciója az üzemanyag szén (szén) rovására ment végbe. A nagyolvasztóban a hőmérséklet nem érte el a vas 1535 Celsius fokos olvadáspontját, és a redukció eredményeként a nagyolvasztóban szivacsos, szénnel túltelített vas tömege, az úgynevezett bloom keletkezett. A kritsa kinyeréséhez a domnicsát meg kellett törni, majd a kritsát tömöríteni, és a felesleges szenet szó szerint kiütötték belőle, nehéz kalapáccsal hosszan, keményen és keményen kovácsolni. A sajtfúvás előnye akkori szemszögből a nagyon kis kemencében történő virágzás lehetősége és a bloomery vas kiváló minősége volt: erősebb az öntöttvasnál és nehezen rozsdásodik. Az alábbi videóban megtudhatja, hogyan nyerik a vasat a nyers-piszkos módszerrel.
Videó: nyersvas olvasztás
Kína volt az első, sokkal korábban, mint más országok, amely átváltott a rabszolgaságról a feudalizmusra. Az ottani termelésben megszűnt a rabszolgamunka alkalmazása, és az áru-pénz kapcsolatok már akkor is kialakultak, amikor az ókori Róma szilárdan nyugaton megszilárdult. A sajtkészítési folyamat azonnal veszteségessé vált, de a bronzhoz már nem lehetett visszatérni, egyszerűen nem lesz elég. A folyasztószernek az ércből történő fém olvasztását elősegítő szerepe már a bronzkorban ismert volt, a vas olvasztásához már csak a nyomás növelésére volt szükség, a kínaiak pedig próbálkozásból a 4. századra. n. e. Megtanulta, hogyan kell építeni a feltöltött nagyolvasztókat vízikerék által hajtott csőmembránnal, a bal oldalon az 1. ábrán.

Azonos kivitelre a 15. század második felében. a németek jöttek, jobbra az ábrán. Teljesen függetlenül: a történészek a fejlesztések folyamatos sorozatát követik nyomon a nagyolvasztótól a shukofenen és a blauofenen át egészen a nagyolvasztóig. A fő dolog, amivel a német kohászok hozzájárultak a vaskohászathoz, a kiváló minőségű szén kokszlá égetése volt, ami nagymértékben csökkentette a nagyolvasztó üzemanyagköltségét.
Az eredeti domain folyamat szörnyű ellensége az ún. kecskefertőzés, amikor a robbantási rend megsértése vagy a töltet szénhiánya miatt „kecske” ült be a kemencébe, i.e. a töltet szilárd masszává szintereződött. A kecske kinyeréséhez fel kellett törni a nagyolvasztót. Egy ilyen történelmi példa jelzésértékű.
Az uráli tenyésztők, Demidovok, mint tudják, a munkásokkal szembeni kegyetlenségükről és embertelen bánásmódjukról voltak híresek, különösen azért, mert sokan voltak közöttük "fizetetlen", szökött jobbágyok és dezertőrök. A „munkások” egyszer teljesen kiégtek, s követeléseiket, mondjuk, meglehetősen szerényen terjesztették a jegyző elé. Demidov szokás szerint szó szerint oroszul küldte őket. Ekkor a munkások megfenyegettek: "Gyere, gyere te magad, különben betesítjük a kecskét a kályhába!" A hivatalnok felhúzta magát, elsápadt, felült a lovára, és elvágtatott. Egy óra sem telt el (a lóvontatás napjaiban - azonnal), a habos „maga” felvágtatott egy habzó lovon, és útközben: „Testvérek, miért vagytok? Igen, mi vagyok, mit akarsz? A munkások megismételték a követeléseket. A tulajdonos képletesen szólva leült, és azt mondta: "Ku!" és azonnal megparancsolta a jegyzőnek, hogy mindent alaposan végezzen el.
Egészen a 19. századig A nagyolvasztókat valójában nyersen fújták: fűtetlen és nem oxigénnel dúsított légköri levegőbe fújták be. 1829-ben az angol J. B. Nilson megpróbálta csak 150 fokra felmelegíteni a befújt levegőt (korábban 1828-ban szabadalmaztatta légmelegítőjét), a drága koksz fogyasztása azonnal 36%-kal csökkent. 1857-ben egy szintén angol E. A. Cowper (Cowper) feltalálta a regeneratív légmelegítőket, amelyeket később az ő tiszteletére cowpereknek neveztek el. A tehenészetekben a levegő 1100-1200 fokra melegedett fel a kipufogó kohógázok utóégetése miatt. A kokszfogyasztás további 1,3-1,4-szeresére csökkent, és ami szintén nagyon fontos, a kohós nagyolvasztóról kiderült, hogy nem volt kitéve golyva: amikor megjelentek ennek jelei, ami rendkívül ritkán fordult elő, nagyon durva műszaki megszegéssel. folyamat során mindig volt idő a kemence felfújására. Ezenkívül a tehénhajókban a vízgőz részleges bomlása miatt a beszívott levegő 23-24%-ig oxigénnel dúsult, szemben a légkör 21%-ával. A nagyolvasztók beépítésével a nagyolvasztó rendszerébe a nagyolvasztóban zajló folyamatok termokémiai szempontból tökéletesre értek.
A kohógáz azonnal értékes másodnyersanyaggá vált; Akkoriban nem gondoltak az ökológiára. Az elpazarlás elkerülése érdekében a nagyolvasztót hamarosan egy nagyolvasztóval egészítették ki (lásd alább), amely lehetővé tette a töltet és a koksz betöltését anélkül, hogy a kohógázt a légkörbe juttatták volna. A nagyolvasztó evolúciója alapvetően itt ért véget; további fejlődése fontos, de magánjellegű fejlesztések, műszaki-gazdasági, majd környezetvédelmi mutatók javítása útján haladt.
domain folyamat
A kiszolgáló rendszerekkel ellátott nagyolvasztó általános sémája a 2. ábrán látható. Az öntöde a kis kohókhoz tartozik, amelyek elsősorban öntöttvasat gyártanak. A nagy kohók a nyersvas több mint 80%-át állítják elő, amelyet az öntőhelyről azonnal a konverterbe, kandallós vagy elektromos olvasztóműhelybe szállítanak acéllá való átalakítás céljából. Az öntödei vasból az öntöttvasat cserépedényekbe öntik, általában bugákba - ingotokba -, amelyeket a fémtermékek gyártóihoz küldenek, ahol megolvasztják őket, hogy a kupolakemencékben termékekké és alkatrészekké öntsék. Az öntöttvas és a salak csapolása hagyományosan külön lyukakon - csaplyukakon keresztül történik, de az új építésű nagyolvasztókat egyre gyakrabban látják el közös csaplyukkal, öntöttvas és salak tűzálló lemezekre osztva.

Jegyzet: Az öntöttvasból nyert és kiváló minőségű szerkezeti vagy speciális acéllá (második-negyedik feldolgozás) történő feldolgozásra szánt, felesleges szén nélküli nyersvas tömböket lemezeknek nevezzük. A kohászatban a szakmai terminológia nem kevésbé részletes és pontos, mint a tengeri üzletágban.
Jelenleg úgy tűnik, hogy a nagyolvasztóknál egyáltalán nincs szén- és kokszolókemence tartalék. A modern nagyolvasztó import koksszal működik. A kokszolókemence gáz a környezet halálosan mérgező gyilkosa, de egyben a legértékesebb vegyi alapanyag, amelyet még forrón azonnal fel kell használni. Ezért a kokszgyártást régóta külön iparágra különítették el, és a kokszot a kohászoknak szállítják szállítással. Ami egyébként garantálja a minőségének stabilitását.
Hogyan működik a nagyolvasztó
A nagyolvasztó sikeres működésének elengedhetetlen feltétele, hogy a nagyolvasztó teljes folyamata alatt szénfelesleg van benne. A nagyolvasztó eljárás hőkémiai (pirossal kiemelve) és műszaki és gazdasági sémája, lásd az ábrát. ezt követően a nagyolvasztóban történő vasolvasztás történik. módon. Egy új nagyolvasztót vagy egy 3. kategóriás nagyjavítás után felújított nagyolvasztót (lásd alább) anyagokkal töltenek fel és gázzal meggyújtják; melegítse be az egyik cowpert is (lásd lent). Aztán elkezdik fújni a levegőt. A koksz égése azonnal felerősödik, a nagyolvasztóban megemelkedik a hőmérséklet, a fluxus bomlása a szén-dioxid felszabadulásával kezdődik. Feleslege a kemence légkörében elegendő levegő befúvásával nem teszi lehetővé a koksz teljes kiégését, és nagy mennyiségben képződik szén-monoxid, szén-monoxid. Ebben az esetben nem méreg, hanem energikus redukálószer, amely mohón vonja el az oxigént az ércet alkotó vas-oxidoktól. A vas gáz-monoxiddal történő redukálása a kevésbé aktív szilárd szabad szén helyett az alapvető különbség a nagyolvasztó és a nagyolvasztó között.

Ahogy a koksz ég és a fluxus bomlik, a nagyolvasztóban az anyagoszlop leülepedik. Általában egy nagyolvasztó két csonka kúpból áll, amelyek alapból állnak, lásd alább. A felső, magas kohóbánya, amelyben a vas különféle oxidokból és hidroxidokból vas-monoxiddá FeO-dá redukálódik. A nagyolvasztó kemence legszélesebb részét (a kúpok alapjainak találkozási helyét) gőzölésnek nevezik (gőzölés, gőzölés - rossz). A gőzben a töltet ülepedése lelassul, a vas FeO-ból tiszta Fe-re redukálódik, amely cseppenként felszabadul és a nagyolvasztó kandallójába folyik. Az ércet úgymond gőzöljük, olvadt vassal izzad, ezért a név.
Jegyzet: a nagyolvasztóban a következő töltetfej áthaladási ideje az akna tetejétől a kandallóban lévő olvadékig 3-20 nap vagy több, a nagyolvasztó méretétől függően.
A nagyolvasztóban a töltőoszlopon belül a hőmérséklet a teteje alatti 200-250 fokról a gőzben 1850-2000 fokra emelkedik. A redukált vas lefolyva érintkezésbe kerül a szabad szénnel, és ilyen hőmérsékleten erősen telítődik vele. Az öntöttvas széntartalma meghaladja az 1,7%-ot, de lehetetlen úgy kiütni az öntöttvasból, mint egy krakkolóból. Ezért a nagyolvasztóból nyert nyersvasat azonnal, hogy ne költsön pénzt és erőforrásokat az újraolvasztására, az első szakaszhoz a folyadékot közönséges szerkezeti acélba vagy lapokba, a nagyolvasztóba pedig rendszerint (nagy és extra nagy kohók - kizárólag), kohászati üzem részeként működik.
Nagyolvasztó építés
A nagyolvasztó kemence, mint szerkezet kialakítását az ábra mutatja.

Az egész nagyolvasztó egy acélházba van szerelve, amelynek falvastagsága legalább 40 mm. A nagyolvasztó hőálló csonkjába (talp, fej, földalatti alapozás teteje) egy keszeg (alatt) hengeres tűzhely van beépítve. A kandalló bélése eléri az 1,3-1,8 m vastagságot és heterogén: a keszeg axiális zónája magas timföldtartalmú téglával van bélelve, amely rosszul vezeti a hőt, az oldalakat pedig meglehetősen magas hővezető képességű grafitozott anyagok bélelik. . Erre azért van szükség, mert a kandallóban lévő olvadék termokémiája még nem „nyugodott meg”, és ott némi felesleges hő szabadul fel a hűtési veszteségek ellen. Ha nem oldalra, hőálló csonkra viszik, akkor a nagyolvasztó szerkezete újabb, magasabb kategóriájú javítást igényel (lásd lent).
A nagyolvasztó felfelé táguló része - a vállak - már kb. 800 mm; ugyanolyan vastagságú a bánya samott bélése. A samottot, akárcsak a vállas kandalló bélését, nem nedvesíti meg az olvadt salak, de kémiai összetételét tekintve közelebb áll az utóbbihoz. Vagyis az üzemelő nagyolvasztót minimálisan benőtte a korom, és jobban megtartja a belső profilt, ami leegyszerűsíti és csökkenti a következő javítás költségeit.
A kandalló és a vállak a legnehezebb körülmények között működnek, a túlsúlyos terhelések veszélyesek rájuk, ezért a nagyolvasztó aknája vállával (gyűrű alakú hosszabbítás) egy erős acélgyűrűn - marátoron - támaszkodik csonkba vésett acéloszlopokra. . Így a vállú kandalló és az akna súlyterhelése külön-külön kerül át a nagyolvasztó aljára. A kohókból származó forró levegőt egy gyűrű alakú, hőszigetelt csőkollektorból speciális eszközökön keresztül fújják be a nagyolvasztóba, lásd alább. Egy nagyolvasztóban 4-36 lándzsa található (óriáskohókban 8-10 ezer tonna töltet és 5-6 ezer tonna nyersvas naponta).
Javítói rangok
A nagyolvasztó jelenlegi állapotát a nyersvas és a salak kémiai összetétele határozza meg. Ha a szennyezőanyag-tartalom megközelíti a határértéket, akkor az 1. kategóriás nagyolvasztó javítását kell kijelölni. Az olvadékot kiengedik a kandallóból, beszorulnak a tehénfejek (lásd lent), és a nagyolvasztót kis lélegzetvételen hagyják, a kandalló belsejében 600-800 fokos hőmérsékleten. Az 1. kategória javítása magában foglalja a szemrevételezést, a mechanikai állapot felülvizsgálatát, a kemenceprofil-jelzők mérését és a burkolat mintavételét kémiai elemzéshez. Valaha a nagyolvasztót speciális védőruhások, önálló légzőkészülékkel ellenőrizték, most ezt távolról végzik. Az 1. kategória javítása után a nagyolvasztó gyújtás nélkül újraindítható.
Az 1. kategória javításának eredménye leggyakrabban (kivéve, ha rossz érc, folyasztószer és/vagy hibás koksz hiányzott) a 2. kategória javítása, melynek során a bélés javítása történik. Részleges vagy teljes váltása, kiegyenesítése vagy a felső készülék cseréje a 3. kategória javítási sorrendjében történik. Általában a vállalkozás műszaki rekonstrukciójával egybeesik, mert teljes leállítást, a kemence lehűtését, majd visszaállítását, gyújtását és újraindítását igényli.
Rendszerek és berendezések
A modern nagyolvasztó készüléke több tucat segédrendszert tartalmaz, amelyeket nagy teljesítményű számítógépek vezérelnek. A mai kohászok még mindig viselnek sötét védőszemüveges sisakot, de a konzol melletti, légkondicionált fülkékben ülnek, kijelzőkkel. A nagyolvasztó működését biztosító fő rendszerek és berendezések működési elvei azonban változatlanok maradtak.
Cowpers
A Cowper légfűtő (lásd az ábrát) ciklikus berendezés. Először a hőintenzív, hőálló anyagból készült regenerátor tömítést égető kohógázokkal melegítik fel. Amikor a fúvóka hőmérséklete eléri a kb. 1200 fokban a cowper fújásra kapcsol: a külső levegőt rajta keresztül ellenáram vezeti a kohóba. A fúvóka 800-900 fokra hűlt le - a cowper ismét át van kapcsolva, de felmelegszik.

Mivel a nagyolvasztóba folyamatosan be kell fújni, legalább 2 db tehén legyen vele, de legalább 3 db épül, baleseti és javítási tartalékkal. A nagy, extra nagy és óriási nagyolvasztó kemencékhez a cowper akkumulátorok 4-6 szakaszból készülnek.
felső készülék

Ez a nagyolvasztó kemence legkritikusabb része, különösen a jelenlegi környezetvédelmi követelmények fényében. ábrán látható a nagyolvasztó felső berendezésének berendezése. jobb oldalon; 3 összehangolt gázzárból áll. Munkaciklusa a következő:
- kezdeti állapot - a felső kúp felemelkedik, blokkolva a légkörbe való kilépést. A forgó tölcsér alján lévő ablakok egy vízszintes válaszfalra esnek, és blokkolva vannak. Az alsó kúp le van engedve;
- a skip (lásd lent) felborítja és az anyagok tetejét a fogadó tölcsérbe dobja;
- az alsó ablakokkal ellátott forgó tölcsér megfordul, és egy kis kúpon továbbítja a terhelést;
- a forgó tölcsér visszatér eredeti állapotába (az ablakok válaszfallal záródnak);
- egy nagy kúp emelkedik fel, levágva a kohógázokat;
- a kis kúp leereszkedik, átadva a terhelést a kúpok közötti térbe;
- a kis kúp felemelkedik, emellett blokkolja a légkörbe való kilépést;
- egy nagy kúp leereszkedik eredeti állapotába, és a terhelést a nagyolvasztó aknába engedi.
Így a kemenceaknában az anyagok rétegesen, lefelé domborúan, felülről homorúan helyezkednek el. Ez feltétlenül szükséges a nagyolvasztó normál működéséhez, ezért az alsó (nagy) redőny mindig fordított kúpos. A felsők eltérő kialakításúak lehetnek.
Kihagyás
Ugrás, angolból. - merőkanál, merőkanál, tátott száj. Kolosha (franciául) - egy marék, merőkanál, merőkanál. Amúgy itt vannak a galózsák. A nagyolvasztó kemencéket főként ugróanyag-emelőkkel szállítjuk. A nagyolvasztó kemencéje (az ábrán a jobb oldalon) egy kalós anyagot szed fel a ugrógödörből, egy speciális mechanizmussal felemelkedik egy ferde felüljáró mentén (az ábrán bal oldalon), átborul a nagyolvasztóba és visszatér. vissza.

Tuyeres és tapholes
Az ábrán bal oldalon a nagyolvasztó fúvóka berendezése látható, középen az öntöttvas csap, a jobb oldalon a salakos:

A lándzsa fúvóka a nagyolvasztó folyamat szívébe van irányítva; ezen keresztül kényelmesen ellenőrizhető annak előrehaladása, amelyhez egy hőálló üveggel ellátott peeper van elhelyezve a fúvóka légcsatornáján. A légnyomás a fúvóka kijáratánál 2-2,5 atm (2,1-2,625 MPa a légköri nyomás felett). Korábban erre egy speciális fegyverből származó műanyag agyagmaggal lőttek rá. Most a bejáratokat egy távirányítós elektromos pisztollyal zárják le (a név tisztelgés a hagyományok előtt), amely szorosan megközelíti a bejáratot. Ez nagymértékben csökkentette a nagyolvasztó eljárás baleseti arányát, sérülési kockázatát és környezetbarát jellegét.
És saját kezűleg?
A vaskohászat rendkívül jövedelmező üzletág. Tudtad, hogy az „emelkedés” többszöröse az aranybányászathoz képest? Szerinted kevés az olaj és a gáz? Nem, a jelenlegi fogyasztási ütem és a környezet teljes figyelmen kívül hagyása mellett még 120-150 évig bírják. De a vasérc még csak 30 éves, tehát lehetséges-e kohászati termelést létesíteni az udvarán?
Áru haszonszerzés céljából - semmiképpen. Először is felejtse el az engedélyeket, és gondoljon rá. A vaskohászat talán a legnagyobb veszélyt a környezetre nézve. Egyéni vállalkozók és magánszemélyek sehol, semmilyen módon és semmilyen kenőpénzre nem kapnak engedélyt, a jogsértésekért pedig szigorú büntetés jár.
A második a nyersanyagok. A világon már 2 dús érctelep található, amely azonnal kohóba rakható: Ausztráliában és Brazíliában. A mocsári érc ipari készletei az ókorban kimerültek, helyreállításukhoz sok ezer évre van szükség. Az agglomerátumot és a pelletet nem értékesítik és nem is fogják széles körben értékesíteni.
Általánosságban elmondható, hogy a magán vaskohászat jelenleg teljesen irreális a piac számára. Próbáljon meg jobban nyomtatni 3D nyomtatóval. Ígéretes üzlet, idővel a 3D nyomtatás, ha nem váltja ki teljesen a kohászatot, akkor bizony kis résekbe kényszeríti, ahol nem lehet nélkülözni a fémet. A környezet szempontjából ez a szénhidrogén üzemanyag-fogyasztás legalább 7-9-szeres csökkentésének felel meg.
És koksz
7. Nagyolvasztó gáz
8. Vasérc anyagok, mészkő és koksz pillére
9. Salak felszabadulása
10. Folyékony vas felszabadulása
11. Hulladékgáz gyűjtés
Nagyolvasztó kemence, nagyolvasztó kemence- vasérc alapanyagból öntöttvas és vasötvözetek olvasztására szolgáló nagyméretű kohászati, függőlegesen elhelyezett akna típusú olvasztó kemence. A nagyolvasztó folyamat legfontosabb jellemzője a folyamatosság a kemence teljes kampánya során (a kemence építésétől a „nagyjavításig”), valamint a felszálló csőgázok ellenáramlása a fentről folyamatosan leszálló és növekvő anyagoszloppal. a töltet új részeivel.
Enciklopédiai YouTube
-
1 / 5
A "kohó" szó az ószláv "dmenie" - robbanásból származik. Más nyelveken: angol. nagyolvasztó - nagyolvasztó, német. Hochofen - magas sütő, fr. haut fourneau - magas sütő. bálna. 高炉 (gāolú) - magas sütő.
Szem előtt kell tartani a „domnitsa” és a „nagyolvasztó” szavak jelentésének alapvető különbségét: a nagyolvasztóban (darabok vagy repedések formájában) restaurált nyersvas darabokat kaptak (a „nyers” szóból). ”, azaz a fűtetlen nagyolvasztó) vasat, a nagyolvasztóban pedig a folyékony vasat.
Sztori
Az első nagyolvasztók a 4. században jelentek meg Kínában.
Európában a kohók Vesztfáliában jelentek meg a 15. század második felében. Ez a fújtatók gépesítése és az olvadási hőmérséklet emelése miatt vált lehetővé. A nagyolvasztó magassága elérte az 5 métert. A kohók elődje a shukofen és a blauofen volt.
A kandalló felső részén fúvókák vannak - nyílások a magas hőmérsékletre felmelegített robbanás - oxigénnel és szénhidrogén tüzelőanyaggal dúsított sűrített levegő ellátására.
A lándzsák szintjén körülbelül 2000 °C hőmérséklet alakul ki. Ahogy haladsz felfelé, a hőmérséklet csökken, és a csúcsokon eléri a 270 ° C-ot. Így a kemencében különböző hőmérsékleteket állítanak be különböző magasságokban, aminek következtében az érc különböző kémiai folyamatai
Hasonló cikkek